Программная подготовка макета и программное обеспечение для управления. Оператор готовит файлы в специализированных программах‚ таких как LightBurn или RDWorks. Исходный макет содержит вектор или растр в зависимости от требуемого художественного эффекта. Для гравировки устанавливают высокое разрешение‚ где DPI варьируеться от 300 до 600 единиц. Чтобы защитить поверхность от копоти‚ применяется малярная лента или специальный термоскотч. Мокрая бумага‚ наложенная на зону обработки‚ эффективно отводит тепло и предотвращает растрескивание. Мастер контролирует каждый параметр процесса через цифровой интерфейс управления станком. Неправильно выбранный шаг гравировки приводит к появлению видимых полос на готовом изделии. Контрастность изображения зависит от плотности проходов и интенсивности лазерного импульса. Техника влажного матирования: чтобы получить максимально чистую поверхность без сколов‚ оператор накладывает слой влажной бумаги на зону обработки. Она плотно прилегает к поверхности‚ эффективно отводит лишнее тепло и удерживает микрочастицы материала. Этот метод значительно повышает качество итогового изделия.
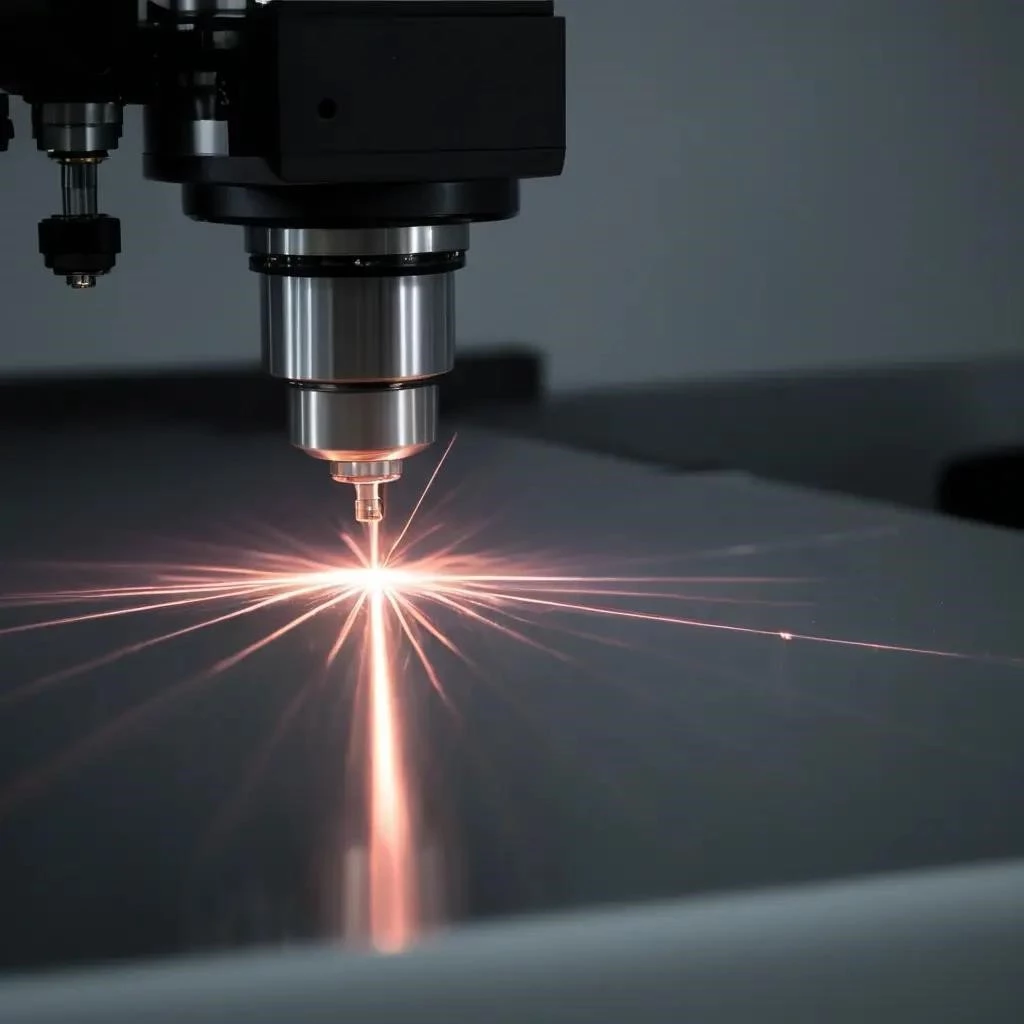
Оператор начинает работу‚ загружая программное обеспечение LightBurn или RDWorks. Здесь создается цифровой макет‚ где вектор определяет контуры‚ а растр — области заполнения. Заготовка‚ будь то плоское стекло‚ хрупкое зеркало или цилиндрическая бутылка‚ требует точного позиционирование на рабочий стол. Для фиксации используются ламели или сотовое поле. Если изделие имеет округлую форму‚ применяется поворотное устройство. Параметры обработки‚ такие как мощность и скорость‚ задаются исходя из требуемой глубина и контрастность изображения. CO2 лазер генерирует луч‚ который проходит через линза‚ имеющую определенное фокусное расстояние. Предварительная юстировка и калибровка гарантируют‚ что фокус будет выставлен идеально.
Качественная гравировка и матирование зависят от разрешение‚ которое обычно составляет 300–600 DPI. Мастер настраивает интервал и шаг лазера‚ чтобы на поверхности не оставалось видимых полос. Учитывая хрупкость материала‚ важно исключить перегрев и микротрещины. Для этого на зону обработки накладывается мокрая бумага‚ малярная лента или термоскотч. Эти материалы поглощают избыточную энергию‚ минимизируют отражение и предотвращают нагар. Компрессор подает обдув в зону реза‚ а стабильную работу трубки обеспечивает охлаждение и чиллер. Вентиляция и вытяжка эффективно удаляют продукты испарения. При работе оператор всегда надевает защитные очки‚ а регулярная чистка оптики сохраняет качество луча.
Рекомендуемые установки для различных задач
| Тип обработки | Разрешение (DPI) | Шаг (мм) |
| Тонкое матирование | 300-400 | 0.08 |
| Глубокое нанесение | 500-600 | 0.04 |
Последовательность действий в софте
- Импорт графики и выбор режима: вектор для резки или растр для гравировки.
- Настройка параметры: мощность должна быть минимально достаточной.
- Проверка позиционирование макета относительно краев материала.
- Запуск тестового прохода для подтверждения точности фокус.
Метод влажной защиты поверхности
Для получения идеально чистого края без сколов оператор использует слой влажной бумаги. Она должна плотно прилегать к поверхности‚ исключая пузырьки воздуха. Это позволяет CO2 лазер воздействовать на материал мягче‚ предотвращая термический шок и появление микротрещины. Метод особенно актуален при работе с зеркалами‚ где критично сохранить целостность амальгамы.
Организация безопасности и техническое обслуживание вытяжной системы. Эффективная вентиляция рабочего помещения является залогом здоровья оператора и чистоты оборудования. Мощная вытяжка своевременно удаляет мелкодисперсную пыль‚ возникающую при матировании поверхностей. В процессе работы на зеркало или обычное стекло воздействует высокая температура‚ мгновенно испаряя частицы материала. Оператор обязан использовать защитные очки‚ строго соответствующие длине волны CO2 лазера 10.6 мкм. Нагар на механических узлах и направляющих следует удалять после каждого завершенного цикла гравировки. Техническое состояние станка проверяется еженедельно для предотвращения люфтов и потери точности позиционирования. Матирование требует стабильности всех систем‚ от прецизионной электроники до подачи сжатого воздуха. Правильное завершение работы включает очистку рабочего поля и обязательную проверку состояния линзы. Соблюдение этих регламентов гарантирует повторяемость результата и долгий срок службы оборудования.
Безопасность начинается с контроля среды. Когда CO2 лазер бьет в стекло или зеркало‚ пыль летит вверх. Вентиляция и вытяжка должны работать‚ чтобы нагар не портил узлы. Оператор надевает защитные очки‚ блокирующие луч. Матирование и гравировка дают копоть‚ она портит линза. Чистка оптики нужна‚ чтобы фокусное расстояние было верным‚ а мощность не падала.
Состояние узлов влияет на позиционирование. Если рабочий стол‚ ламели или сотовое поле в грязи‚ заготовка ляжет криво. Мастер делает юстировка раз в неделю. Люфт сбивает фокус‚ и параметры — скорость‚ шаг‚ интервал — плывут. Калибровка осей важна под макет‚ вектор или растр в LightBurn и RDWorks. Охлаждение через чиллер убирает перегрев. Компрессор дает обдув‚ исключая микротрещины; Для бутылка нужно поворотное устройство. Хрупкость требует следить‚ чтобы отражение не жгло датчики. Мокрая бумага‚ малярная лента и термоскотч спасают от искр. Глубина и контрастность зависят от чистоты. Разрешение и DPI задает программное обеспечение.
Сервис
| Узел | Задача | Срок |
| Оптика | Осмотр | День |
| Рельс | Смазка | Семь |
Регламент
- Проверка охлаждение.
- Запуск компрессор.
- Чистка ламели.
- Сверка юстировка.
Совет
Пыль стекла, враг. Без вытяжка она трет ремни. Проверяйте фокус. Мощность падает от пыли. Микротрещины дает слабый обдув. Подбирайте шаг и глубина. Чистота — залог качества. Удаляйте нагар. Берегите глаза. Следите за ТБ. Смотри всё..